Data Sheet 37: Better Design of Systems Which Use Fire Resistant Fluids
Design Problems. Fire resistant fluids are far from being ideal fluids to transmit power from one part of the circuit to another. Nearly always they are used for reasons of safety; they have a far greater ability to resist combustion than do petroleum base hydraulic oils. But their manufacturers do not claim that they are 100% non flammable.
Almost everyone is aware that when using these special fluids, careful consideration must be given to the type of seals in system components, to the kind of paint used inside reservoirs and on the outside of components, and to duty rating of components, especially pumps, because of reduced lubricity of the fluid. However, the problem of increased power loss and decreased power output of a fire resistant hydraulic system is not so well known, and is the subject of this issue.
Decreased Output. A hydraulic system presently operating on petroleum base oil, if converted for use with a fire resistant fluid simply by changing seals and fluid, will have less power output for the same input power because of the higher circulating losses of the heavier fluid. All fire resistant fluids, whether water base, water/oil emulsion, or synthetic, have higher specific gravities than does petroleum oil, and there will be a greater loss of kinetic energy every time the fluid turns a comer or changes its velocity. Pump efficiency will also be less because of higher kinetic energy losses.
Energy in the Fluid. There is both potential and kinetic energy in the moving fluid. Energy which is transferred to the load is almost all potential energy. Kinetic energy is supplied to the fluid by the pump and exists in the system as momentum energy due to the mass and velocity of the fluid. Practically all of this energy is used up in the circuit and does not give any useful output. Therefore, we would like for as much as possible of the input power to go into potential and as little as possible to go into kinetic energy.
Kinetic energy to circulate the fluid is directly proportional to its mass (or specific gravity) and is proportional to the square of its velocity. So, in a system which must use a heavy fluid, it becomes very important to keep the flow velocity lower than would be considered acceptable in a similar system using hydraulic oil.
Fluid Characteristics. Viscosity and specific gravity are the two most important characteristics of a hydraulic fluid. Fire resistant fluids are available in a wide range of viscosities to meet the requirements of any pump. However, all of them available at this time have a relatively high specific gravity, and this becomes the No. 1 problem in system design. To keep losses to a reasonable level, all flow passages must be made larger than are acceptable in a similar system designed to operate on hydraulic oil.
System Design. Rather than converting a petroleum oil system to fire resistant fluid, it is far better, when practical, to design the system specifically for the heavier fluid to begin with. The key to efficient design is to keep fluid velocity to a reasonably low rate throughout the circuit. This includes not only the plumbing materials but valves, filters, and possibly other components. This means that a fire resistant system is more costly to build than an oil system.
Areas of Particular Concern
1. Suction Strainer Rating. Probably the most critical part of the system is the strainer in the pump suction line. We suggest a coarser strainer, of 60-mesh, with 200uM rating rather than the usual 100-mesh strainer with 150uM rating. It should have 25 to 50% more straining area than would be used for the same flow of hydraulic oil. This means about one pipe size larger.
2. Suction Pipe. Also very critical is the diameter of the suction pipe to the pump. We suggest increasing its diameter to reduce flow velocity to no more than 2 feet per second rather than 2 to 4 feet per second allowed on hydraulic oil. Use the larger pipe for the entire distance, even though it may be larger than the ports in either the pump or strainer.
Bush down when required. What counts is the length of pipe which is undersize.
3. System Plumbing. Piping in the remainder of the system should also be oversize. For example, where a flow rate of 15 to 20 feet per second would be allowed for oil, increase pipe diameter so the flow is 12 to 15 feet per second. The fewer elbows the better. Every change in flow direction produces an additional power loss.
4. Suction Head Pressure. Flooded pump suction should be used if practical, with the reservoir mounted at a higher elevation than the pump inlet, and with oversize suction pipe. However, flooded suction will not compensate for factors such as overspeeding of the pump, undersize strainer or piping, etc. If flooded suction is not possible, then the system should be designed for minimum suction lift.
5. Suction By-Pass Valve. If the suction strainer has an internal by-pass valve, a spring with lower cracking pressure will be helpful, a 2 PSI spring instead of the 3 to 5 PSI spring which would be used with hydraulic oil.
6. Pump. The pump will cavitate more readily on fire resistant fluids, not because of viscosity but because of their higher specific gravity. Therefore it may not be acceptable to rotate a pump at the maximum speed rating in the catalog, if this rating is for petroleum base hydraulic oil.
Fire resistant fluids have less lubricity than oil, and since the pumped fluid is used as a lubricant in most pumps, some pump manufacturers de-rate their pumps to a lower maximum pressure, sometimes as low as 50% of the oil pressure rating, when they are to be operated on fire resistant fluid.
7. Fluid Viscosity. As a rule, the viscosity of the fire resistant fluid should be the same as recommended for hydraulic oil. Excessive slippage in the pump will be the effect of reducing viscosity for the purpose of reducing flow losses.
8. Magnets. Magnets may be used inside the reservoir or incorporated in the suction filter to help offset the loss of filtering efficiency caused by using a coarser mesh screen.
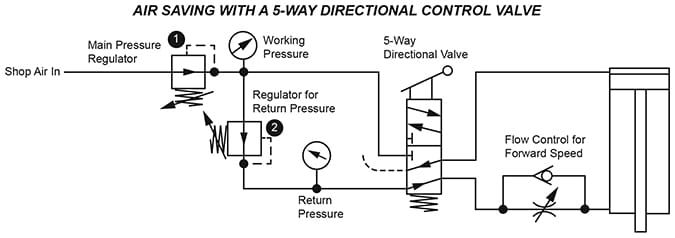
Figure 1. Suggested Circuit for Saving Air on the Return Stroke.
Important power savings can sometimes be made on selected applications by reducing the air pressure on the return stroke of an air cylinder. Most air cylinders do their heavy work on the forward stroke, and return unloaded. When the piston stalls at the end of its return stroke, air continues to flow into the cylinder, and as much air is used on the return stroke as on the power stroke. Reducing the return pressure will reduce air consumption.
Usually, the most practical way to reduce return air pressure is to use a 5-way rather than a 4-way valve for directional control. A 5-way valve is similar to a 4-way, but has two inlets and one exhaust port. Full pressure for the forward stroke is connected to one inlet and reduced pressure from a pressure regulator is connected to the other inlet. The second regulator not only reduces return pressure, it also serves as an excellent speed control for the return stroke, and limits the stall force exerted by the cylinder.
The amount of power saved by reducing return pressure can only be estimated when the lowest pressure which gives sufficient return speed can be experimentally determined. As pressure is reduced, the speed decreases.
In making estimates on air savings, Table 1 from Design Data Sheet 58 may be used. Computations can be made at both full pressure and reduced pressure, and the difference is the amount of air saved by return pressure. There will be some small additional losses through Regulator 2 due to over-compression which are difficult to estimate. So, air savings calculations should be regarded as approximate.
Figure 1. Regulator 1 reduces shop air pressure to the level required for the power stroke of the cylinder. This pressure is connected to inlet port Pl of the 5-way valve. Regulator 2 then further reduces the pressure for the return stroke only. This pressure is connected to inlet port P2 of the 5-way valve. Only one flow control valve is needed, for the forward speed. Regulator 2 controls return speed, and should be experimentally adjusted to the least pressure which will give sufficient return speed to obtain the desired cycling rate.
Example: Find the approximate SCFM and HP saved on an air cylinder by reducing return pressure to 30 PSI from a system pressure of 100 PSI. The cylinder has a 5-inch bore and 30-inch stroke. Desired cycle rate is 8 cycles per minute.
Solution: Use Table 1 from Design Data Sheet 58 and compute the SCF used by the cylinder operating at 100 PSI both forward and return on a 30-inch stroke. Then compute the SCF used when operating at 30 PSI both forward and return. The air saved should be approximately 1/2 the difference between these two computations.
SCF at 100 PSI both directions = 0.1737 × 30 = 5.2
SCF at 30 PSI both directions = 0.0677 × 30 = 2.0
5.2 – 2.0 = 3.2 SCF difference
One-half the difference = 3.2 ÷ 2 = 1.6 SCF saved on each cycle. If the cylinder is able to make 8 cycles per minute on a return pressure as low as 30 PSI, the savings will amount to 8 × 1.6 = 12.8 SCFM. This is equivalent to about 3 HP of compressor capacity.
© 1990 by Womack Machine Supply Co. This company assumes no liability for errors in data nor in safe and/or satisfactory operation of equipment designed from this information.