Data Sheet 13: Automatic Reversing Circuits for Presses
Circuits on this data sheet are intended for air and hydraulic presses, to automatically retract the press cylinder when a pre-set tonnage has been reached, this retraction to override the operator and take place even though the operator may still be holding down a foot valve or foot switch.
These are pressure sensitive circuits; they operate with sequence valves and pressure switches without the use of limit switches or valves at the forward end of the stroke.
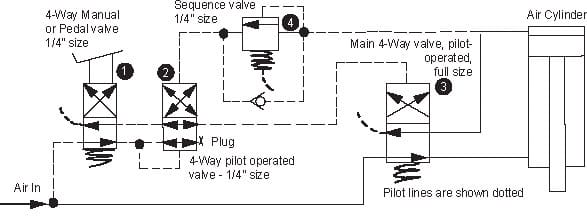
Figure 1 – Manually controlled circuit for compressed air – automatic retraction.
Manual Operation – Compressed Air
Figure 1. Manually controlled air cylinder using a full size 4-way, 2-position, single pilot, spring return main valve controlled with 1/4″ pilot and sequence valves.
Sequence Valve 4 should be adjusted to open at the air pressure corresponding to desired tonnage of the press, as it controls the automatic reversing feature of this circuit.
The operator shifts pedal Valve 1 which causes the main valve, 3, to also shift, starting the cylinder down. When full air pressure has built up behind the piston, indicating full tonnage has been reached, air flows across sequence Valve 4 and shifts Valve 2. This causes the main valve, 3, to reverse, retracting the cylinder. The operator may release the foot valve any time during the retraction stroke or after the cylinder has reached home position.
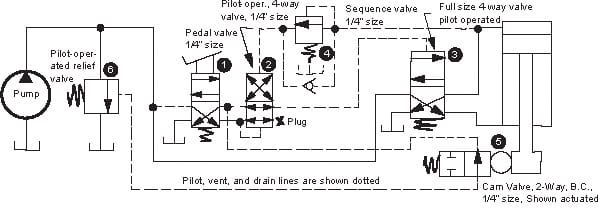
Figure 2 – Manually controlled circuit for hydraulics – automatic retraction.
Manual Operation – Hydraulics
Figure 2. This is similar to the first circuit but with a pump unloading feature added.
Cam Valve 5 is positioned to be actuated as the cylinder reaches home position. This vents the pilot-operated relief valve, 6, and unloads the pump. Since the cam valve vents to a cylinder port on the pedal valve, full pressure is available for start-up on the next cycle when the pedal valve is actuated.
Automatic reversal is provided by the sequence valve and this valve is adjusted to “fire” at the hydraulic pressure corresponding to the desired tonnage.
The main valve, 3, and relief valve, 6, are sized for full flow; all other valving is 1/8 or 1/4″ size.
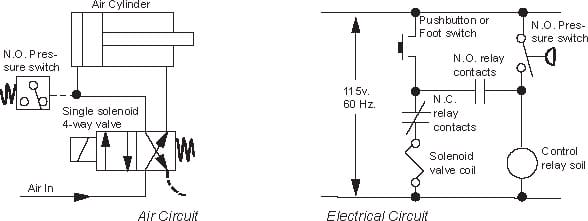
Figure 3 – Solenoid valve circuit for compressed air – automatic reduction.
Solenoid Valve Operated Presses Compressed Air
Figure 3. This air press cylinder is controlled with a foot switch or pushbutton which the operator actuates and holds during closure of the press. When air pressure behind the cylinder piston has built up to the pressure switch setting, closure of the pressure switch contacts energizes a control relay which then locks in electrically through its own N.O. (normally open) contacts and the pushbutton. A set of N.C. (normally closed) relay contacts breaks the valve solenoid circuit, allowing the valve spool to spring return to its normal position and the cylinder to retract. The operator may release the foot switch during the return stroke or after the cylinder has reached home position. The foot switch or pushbutton must be released and re-actuated to start another cycle.
If speed control valves are used, they should be connected to meter the flow into the blind end of the cylinder. Meter out speed control does not work well when pressure sensitive devices such as pressure switches or sequence valves are used to sense the rise of pressure behind the piston.
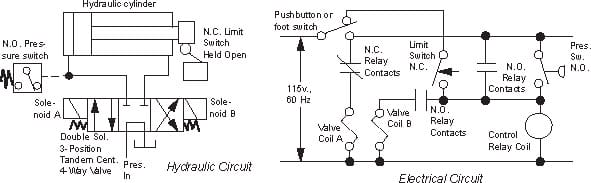
Figure 4 – Solenoid valve circuit for hydraulics – automatic reduction.
Solenoid Valve Operated Presses- Hydraulics
Figure 4. This hydraulic press cylinder is controlled with a foot switch. The operator steps on the switch to start the cylinder, and keeps the switch actuated during closure of the press. When the tonnage has been reached for which the pressure switch has been adjusted, the pressure switch overrides the operator’s foot switch and causes the cylinder to retract even though the foot switch is still depressed.
Override action is accomplished in the electrical circuit with a control relay which pulls in when the pressure switch contacts close, and the relay locks itself closed electrically through its own N.O. (normally open) set of contacts.
A set of N.C. (normally closed) relay contacts de-energize valve Coil A, while valve Coil B is energized through 2 sets of N.O. contacts. Double contacts protect the valve in case the relay coil should burn out. The cylinder starts to retract.
At home position, a cam on the press opens a N.C. limit switch which de-energizes both solenoid valve coils, allowing the solenoid valve spool to center, unloading the pump.
The operator may release the foot switch at any time during the cylinder retraction stroke and the cylinder will continue to travel to home position. Another stroke cannot be started until the operator releases the foot switch and actuates it again. If the operator should release the footswitch during the forward stroke, the cylinder immediately starts to retract.
Refinements may be added to the basic circuit. Jog buttons may be connected to the solenoid valve coils. As with all circuits using pressure switches or sequence valves, speed controls should be meter-in rather than meter-out type.
© 1988 by Womack Machine Supply Co. This company assumes no liability for errors in data nor in safe and/or satisfactory operation of equipment designed from this information.